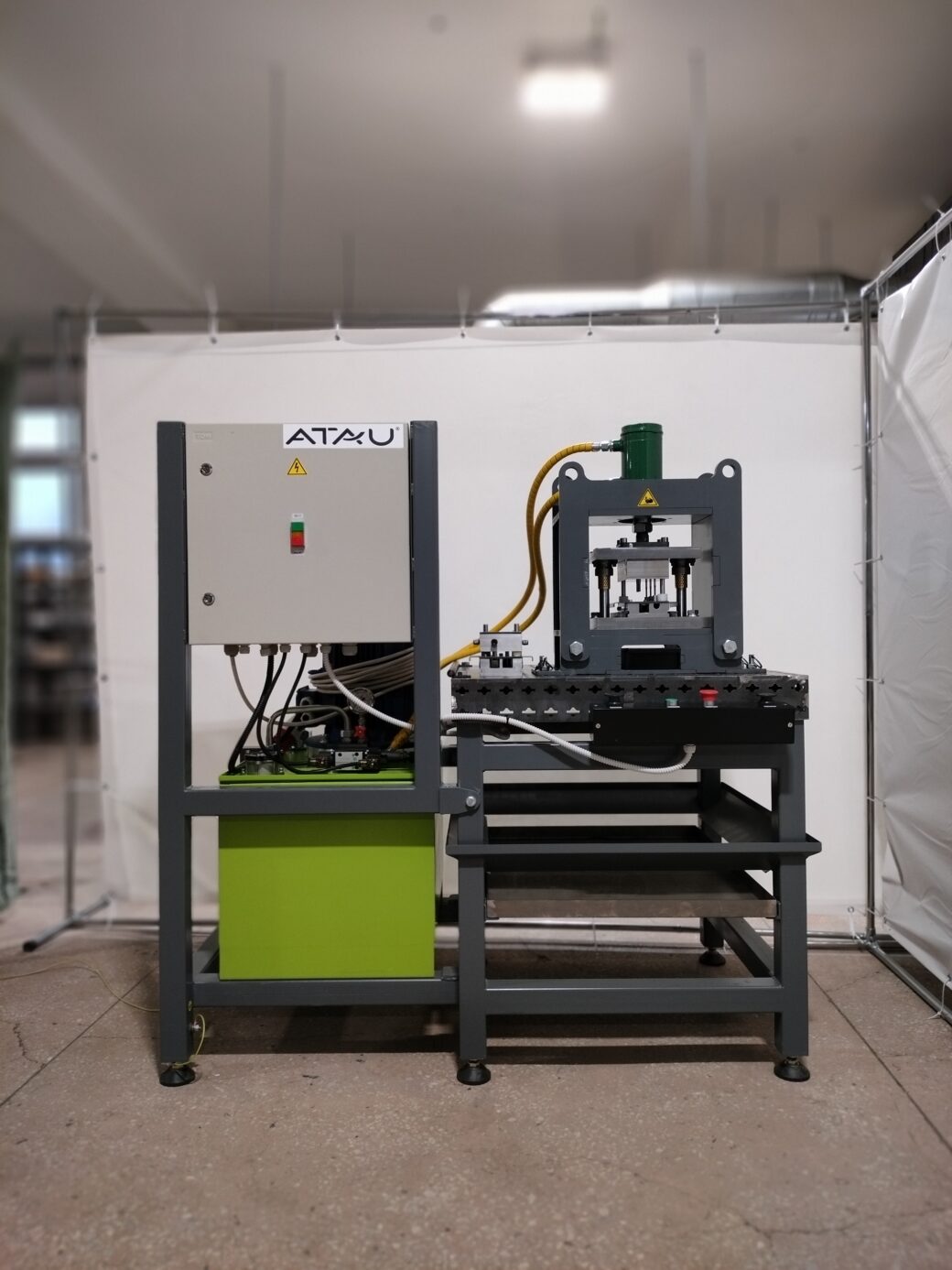
Линия запрессовки гайки выполнена в виде автоматического устройства, обеспечивающего выполнение техпроцесса установки гайки в круглую трубу и дальнейшую ее опрессовку.
Перед запуском рабочего процесса трубы загружаются оператором в накопитель питателя. Питатель выдает последовательно по одной трубе в узел контроля длины. Далее труба перемещается в узел калибровки внутреннего диаметра и в узел установки гайки.
Гайки поступают из двух вибропитателей. Для контроля наличия гайки перед запрессовкой установлены специальные датчики.
Далее труба с гайкой перемещается в узел опрессовки. После опрессовки труба скидывается в накопитель.
Перенастройка линии производится сервоприводами автоматически, по выбранной программе.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Кинематическая производительность 900
Количество обслуживающего персонала, чел. 1
Количество персонала, необходимого для переналадки, чел. 1
Напряжение питания, В 380
Потребляемая мощность, кВт 15
Рабочее давление сжатого воздуха, Атм. 6,5
Потребление сжатого воздуха, н.л./ час 700
Диаметр трубы заготовки, мм 100
Толщина стенки трубы заготовки, мм 0,7
Допустимое отклонение от прямолинейности на 1 м длины
заготовки, мм не более 2
Максимальное рабочее давление гидростанции, бар 100
Объем масляного бака, л 100
Производительность гидростанции, л/ мин 22
Максимальная рабочая температура гидравлического масла, ⁰С 80
Масса, кг 1900
Габаритные размеры (ДхШхВ), мм 3500х2370х1900
ОПИСАНИЕ
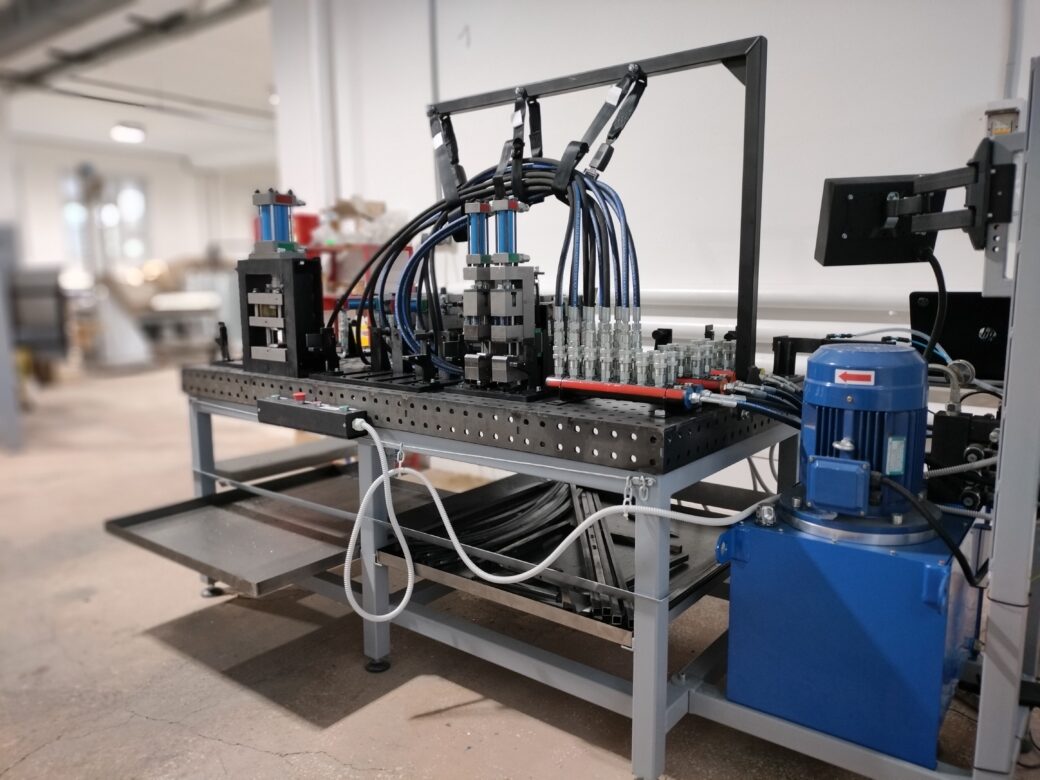
Станок запрессовки гаек оснащен пневматическими, гидравлическими и электрическими приводными механизмами, обеспечивающими выполнение техпроцесса установки гайки в круглую трубу и дальнейшую ее опрессовку. Алгоритм взаимодействия механизмов осуществляется под управлением программируемого контроллера.
Перед запуском оборудования трубы загружается оператором в накопитель питателя. Питатель из накопителя труб выдает последовательно по одной трубе в узел контроля длины. Если длина не соответствует норме, то заготовка автоматически сбрасывается в накопитель брака, а линия продолжает работу.
Заготовки, у которых длина в допуске, перемещаются в узел калибровки внутреннего диаметра.
После калибровки заготовки перемещаются в узел установки гайки. Подача гаек выполняется из вибропитателей. Перед этапом запрессовки выполняется контроль наличия гайки в трубе.
Далее труба с гайкой перемещается в узел опрессовки. После опрессовки труба скидывается в накопитель.
Перенастройка пресса для запрессовки гаек производится автоматически, по выбранной оператором программе.
Перемещение заготовок в линии производится пневматическим манипулятором.
Шкаф управления выполнен на основе ПЛК и имеет сенсорную панель оператора. С панели производится пуск и останов оборудования, ввод параметров и выбор режима работы. На панели отображается текущее состояние оборудования и, в случае аварийной ситуации, выводится сообщение об аварии с ее локализацией.
Станок выпускается в климатическом исполнении «УХЛ» (для умеренного и холодного макроклиматического районов) категории размещения 4 по ГОСТ 15150-69, диапазон рабочих температур от +5 до +40 ⁰С и относительная влажность воздуха 65% при t =+200 С и не более 80% при t= +250 С.